
-

客服電話
400-7007-555 -

在線客服
-

Online

-

公眾號


回到頂部

Gas Analysis of Sulfur Recovery solution
方案概述
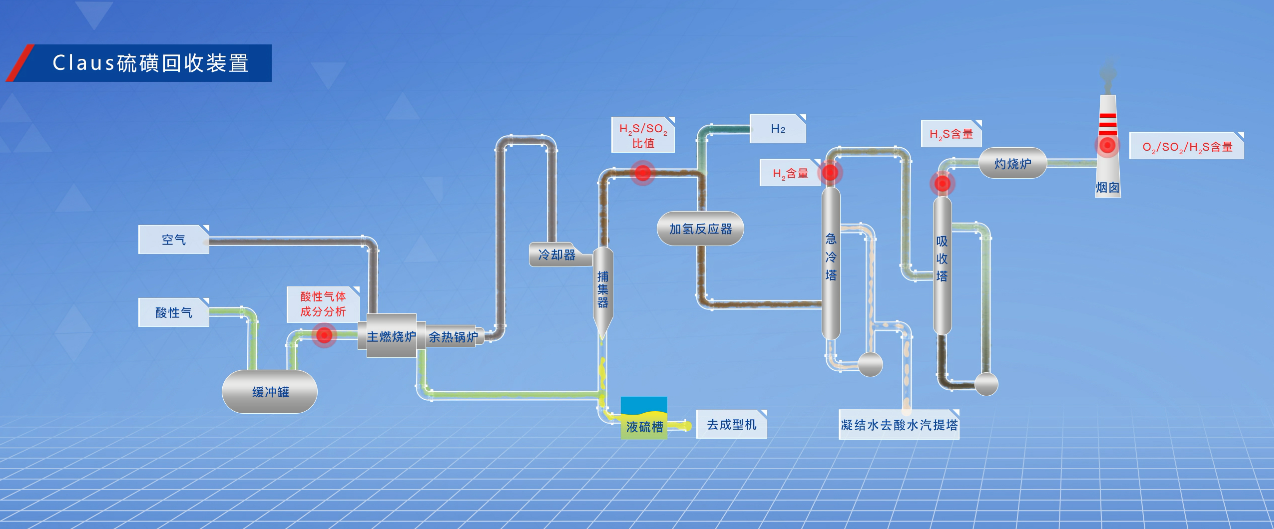
The sulfur recovery unit(SRU) is a key facility of environmental protection in industries such like petrochemical, natural gas, coal chemical and metallurgy. It is the most significant gas desulfurization process, recovering sulfur from gaseous hydrogen sulfide.With rich experience in this field, FPI provides total solution for SRU process monitoring
方案構成
- Raw acid gas analysis, determine concentration of acid gas
- To see sulfur recovery efficiency by monitor H2S/SO2 concentration
- H2 input level monitoring
- To see combustion efficiency by monitor O2 in tail gasSO2 emission monitoring
平臺簡介
In Claus sulfur recovery unit, a large amount toxic acid gases like H2S, SO2 exist, other gases like H2, O2 etc are highly explosive. Hence it require a suite of process gas analyzers to operate safely, optimize the process efficiency and meet environmental regulations for SO2 emissions.
方案特點
- Process Optimization: The typical Claus reaction runs most efficiently when the stoichiometric ratio of H2S to SO2 is controlled at 2:1
- Environmental monitoring: Emission monitoring of Industrial boiler, reaction furnace, incinerator in SRU.
應用案例
Chongqing Kinglong Fine Strontium Chemical Co.,Ltd SRU projectRed Star Development Chongqing Dazu Hongdie Industry Co,Ltd SRU projectSINOPEC Tianjin Company SRU projectHenan Junhua Development Co.,Ltd SRU projectPanjin North Asphalt Fuel Co.,Ltd SRU projectShandong Dongming Petrochemical Group SRU project






